Materials we run on 5-axis
Aluminium (6061, 7075, 7050), stainless (303, 304, 316L, 17-4 PH), titanium (Grade 2, Grade 5), tool and alloy steels, copper and brass.
Materials guide
Process · CNC milling
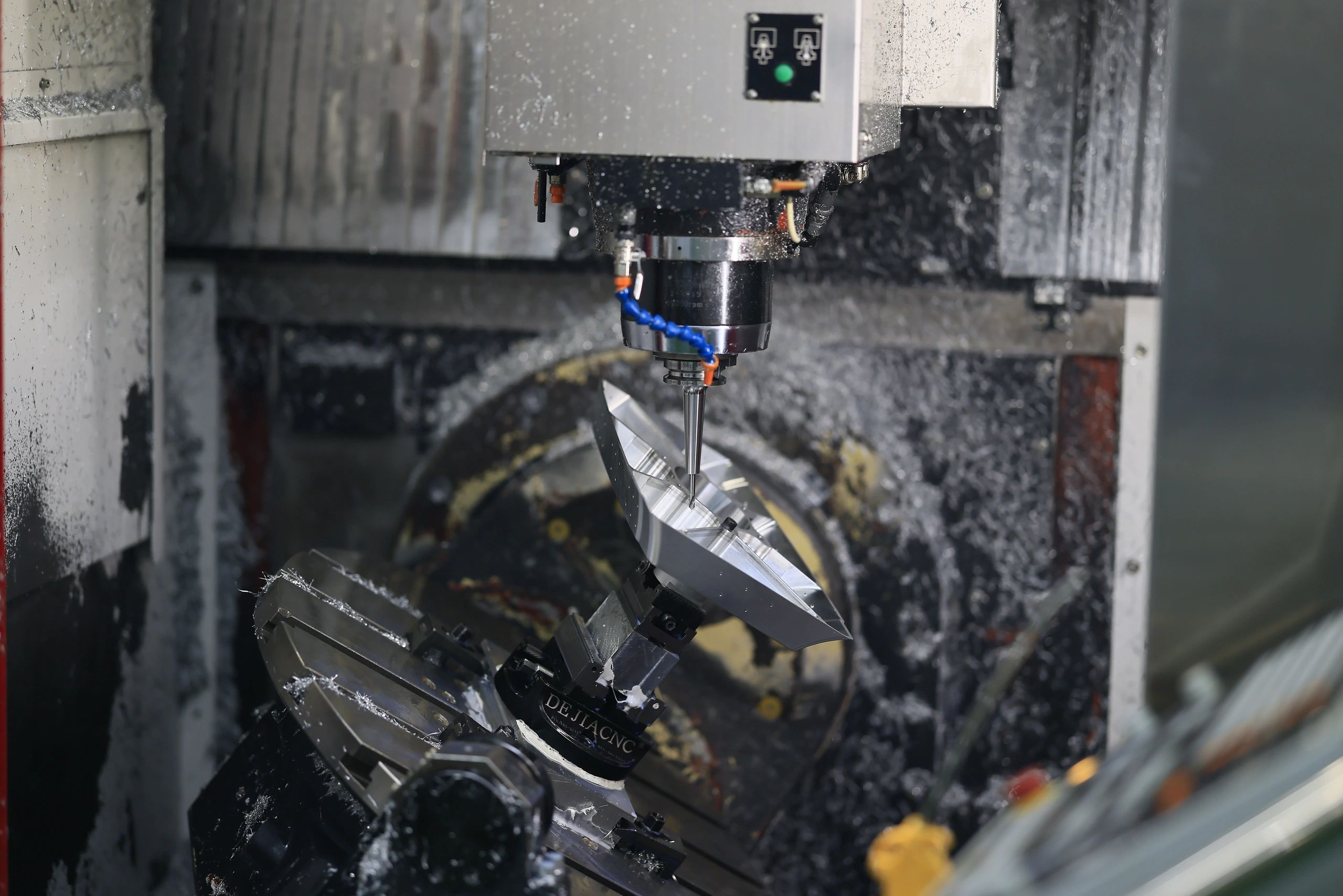
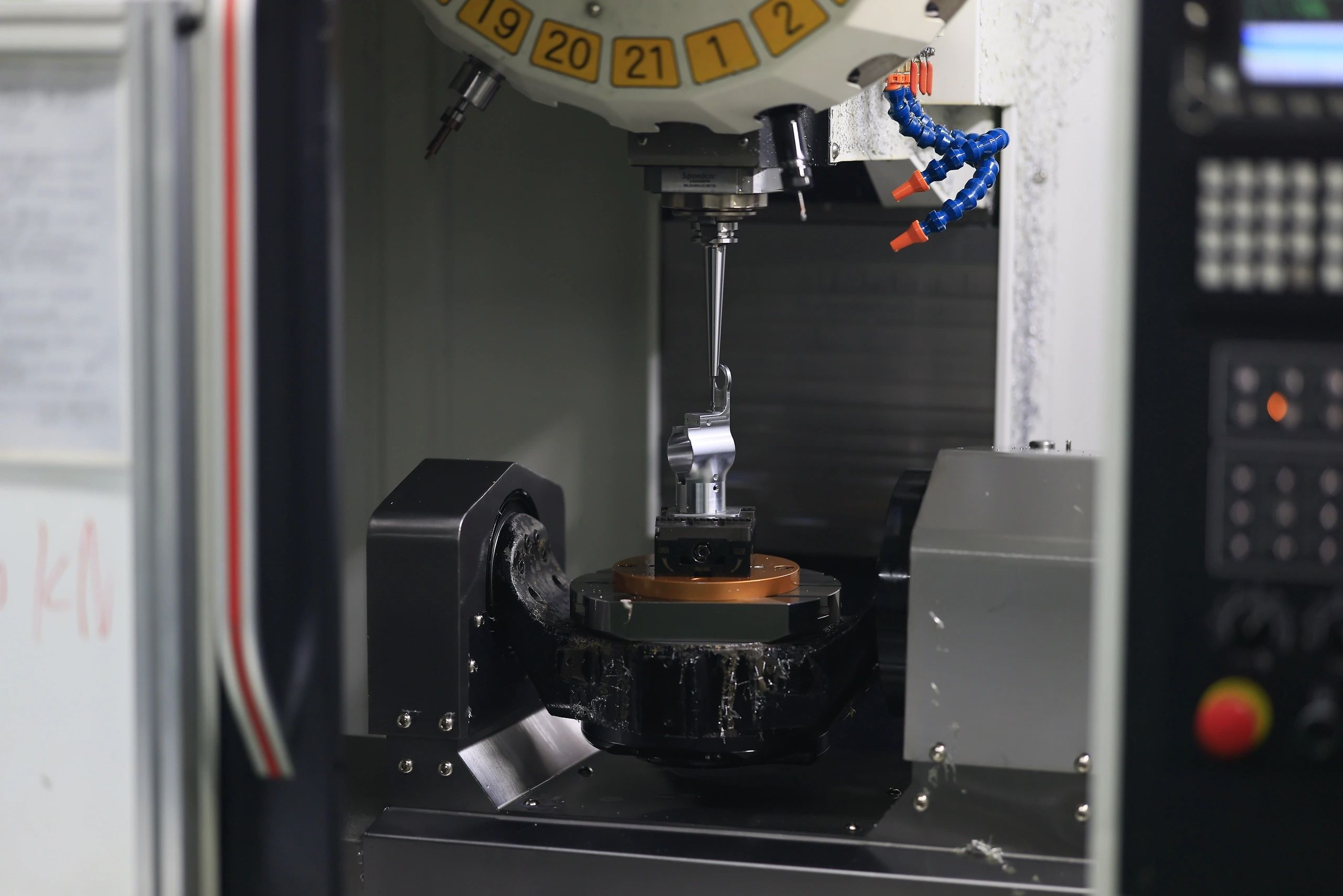
Complex contoured and multi-face parts in a single setup. Impellers, manifolds and aerospace structure milled in aluminium, stainless and titanium, inspected in-house, AS9100D certified.
5-axis machining moves the tool to the part instead of moving the part to the tool, so sculpted surfaces, undercuts and many faces finish in one setup. Fewer setups means tighter true position, shorter cycle time and a cleaner finish on 3D surfaces. Send a drawing and you get a line-item quote in 48 hours, one prototype or a production batch, with no minimum order.
Capability
| Capability | What it means | Where it matters |
|---|---|---|
| Single-setup multi-face | Machine 5 faces in one clamp, not 4 setups | Tighter true position, fewer fixturing errors |
| Continuous (full) 5-axis | Tool stays normal to the surface as it moves | Impellers, blisks, turbine and pump geometry |
| 3+2 positional | Lock two axes, mill in a fixed angled position | Angled holes and faces, deep pockets, prismatic parts |
| Contoured 3D surfaces | Smooth sculpted forms in one pass | Manifolds, molds, ergonomic and organic shapes |
| Undercut access | Reach features a 3-axis tool cannot | Internal channels, back-faces, recessed bosses |
Tolerances

Aluminium (6061, 7075, 7050), stainless (303, 304, 316L, 17-4 PH), titanium (Grade 2, Grade 5), tool and alloy steels, copper and brass.
Materials guideYou need continuous 5-axis for impellers, blisks, manifolds, turbine geometry and components for medical and lab equipment with curved organic forms. For angled holes, fixed-angle faces and prismatic parts, 3+2 positional is faster and just as accurate, and we choose the right approach for your part.
Compare 3-axisProduction parts
Material and finish are taken from our production records.

Why Fenva
AS9100D, ISO 9001 and IATF 16949, not just ISO 9001.
No minimum order. The same drawing and the same inspection from one piece to a full batch.
Held to a consistent inspection standard from one piece to a full batch; we stand behind the result.
Mini-FAQ
5-axis reaches more faces and contours in one setup, so true position is tighter and finish is cleaner on 3D surfaces. 3-axis is fine for flat and prismatic parts.
Tell us the envelope on your drawing and we confirm fit before quoting. We run a wide range of machine sizes.
Yes. We use 3+2 positional for angled faces and holes, and full 5-axis for continuous contours.
Prototypes about 10 to 15 business days, production about 15 to 30, quote in 48 hours.
Keep exploring

Get started
Upload your drawings for review and our engineering team will quote within 48 hours, no minimum order.
NDA on request, signed before you share files.