五轴常做材料
铝合金(6061、7075、7050)、不锈钢(303、304、316L、17-4 PH)、钛合金(TA2 二级、TC4 五级)、工模具钢与合金钢、铜与黄铜。
材料指南
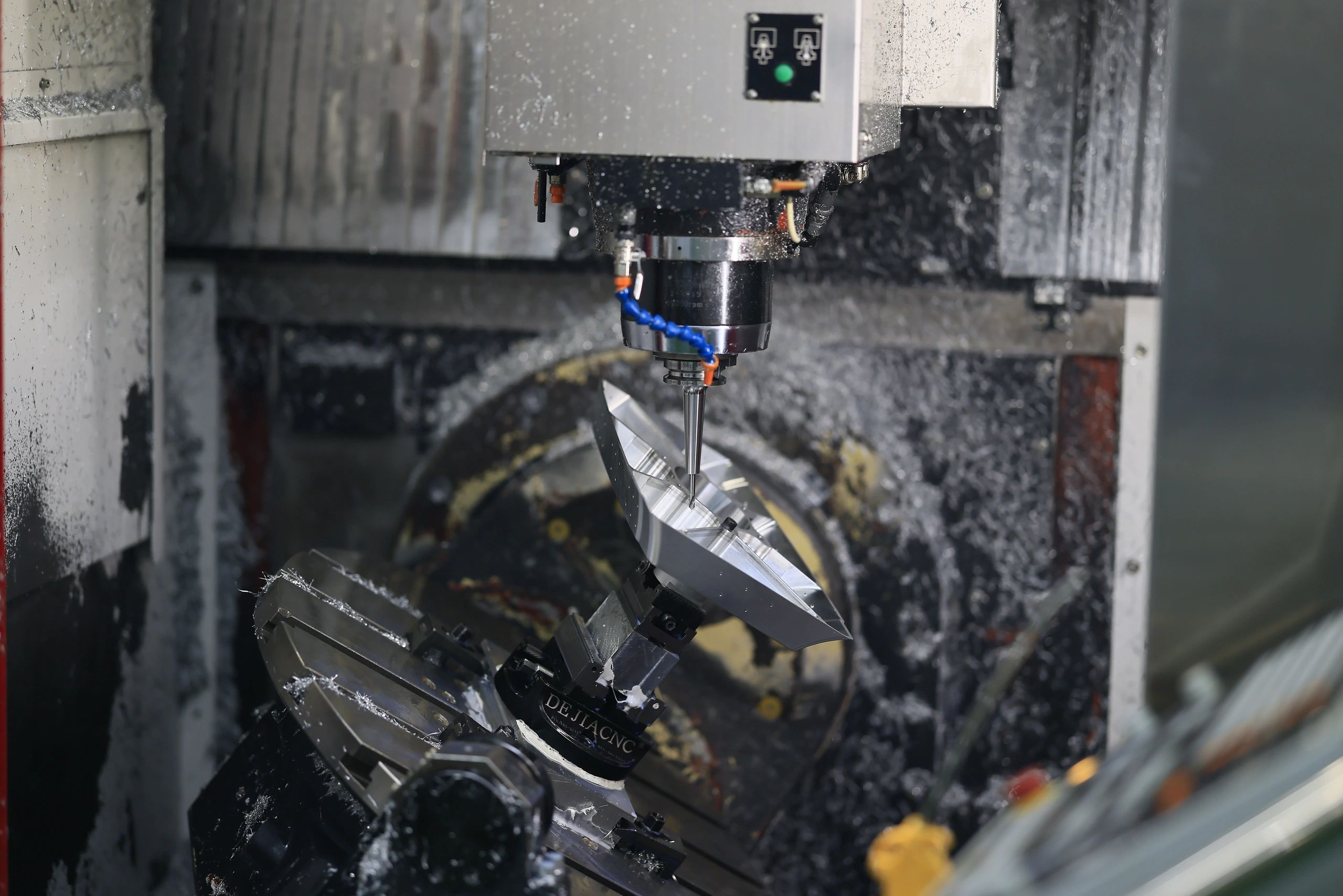
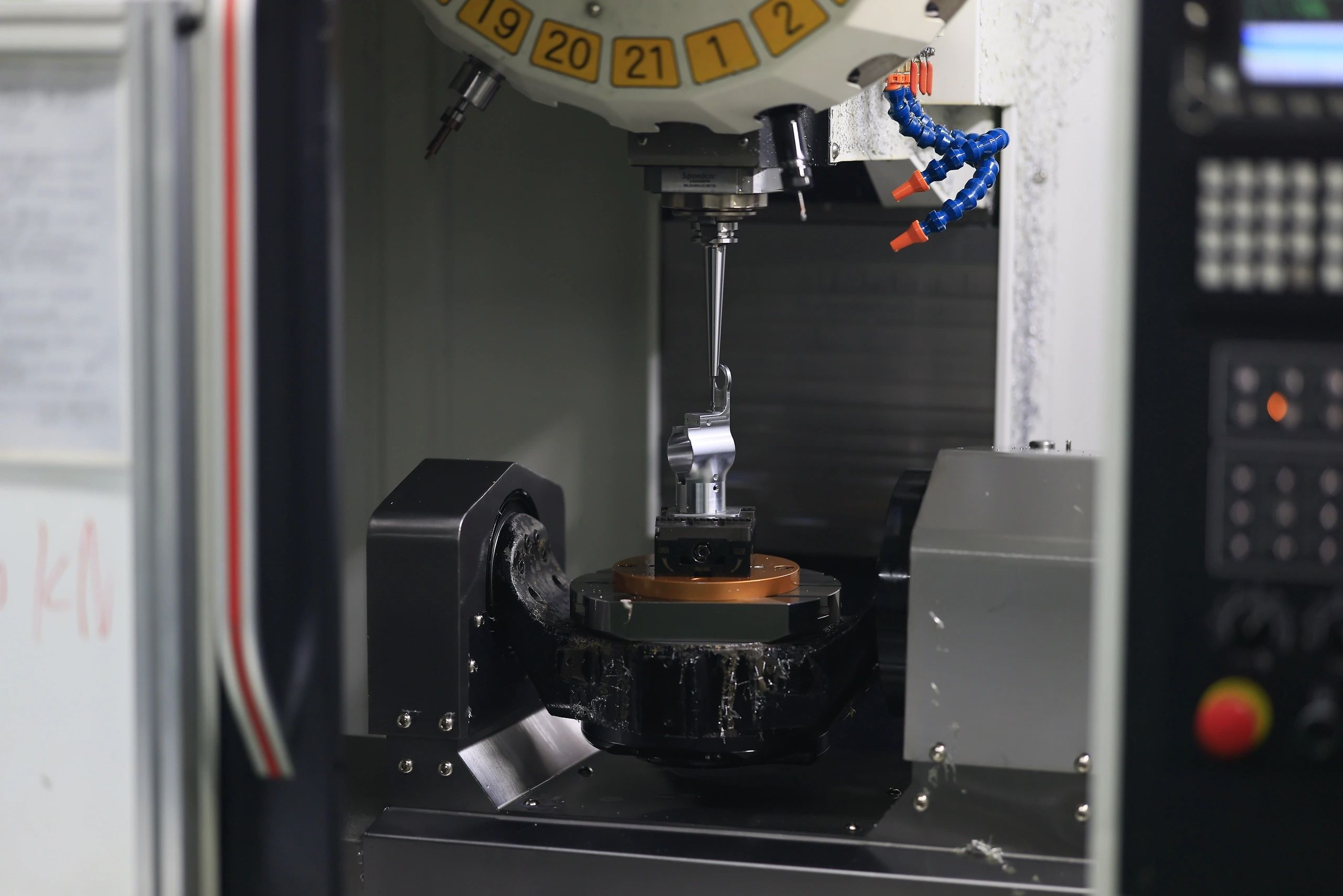
五轴加工是刀具就着工件走,而不是工件迁就刀具,所以曲面、倒扣、多个面一次装夹就能做完。装夹次数少,位置度更严,节拍更短,三维曲面下机表面更光洁。来图加工,48 小时出逐项报价;打样一件或批量都接,无起订量。
能力
| 能力 | 含义 | 用在哪里 |
|---|---|---|
| 一次装夹多面 | 一次装夹加工 5 个面,省掉 4 次分序装夹 | 位置度更严,装夹误差更少 |
| 五轴联动 | 刀具沿曲面走刀,始终保持法向 | 叶轮、整体叶盘、涡轮与泵体型面 |
| 3+2 定位 | 锁定两轴,在固定角度铣削 | 斜孔斜面、深腔、棱柱类零件 |
| 三维曲面 | 复杂曲面一刀连续成型 | 歧管、模具、人体工学与有机造型 |
| 倒扣可达 | 加工三轴刀具够不着的特征 | 内腔流道、反面、内凹凸台 |
公差

量产零件
材料与表面处理取自实际生产记录。

为何选择丰凡
AS9100D、ISO 9001、IATF 16949,不只是 ISO 9001。
无起订量。打样到量产同一张图、同一套检验。
每件检验标准一致,质量我们负责到底。
小问答
五轴一次装夹能够到更多面和曲面,位置度更严,三维曲面下机表面更光洁;平面和棱柱类零件用三轴就够。
在图上标注外形尺寸,报价前我们先确认能否装夹;机床规格覆盖广。
做。斜面斜孔用 3+2 定位,连续曲面用五轴联动。
样件约 10–15 个工作日,量产约 15–30,48 小时内报价。
