How each finish looks, feels, and what it does to your part, with real numbers. Pick by the job: a show face, a sliding fit, corrosion, conductivity. Every range is confirmed at DFM review. Cost is relative ($ low → $$$$ high), not a price.
The finishes, full reference
| Finish | Look & feel | Ra / thickness | Corrosion | Effect on size | Best for | Cost |
|---|---|---|---|---|---|---|
| As-machined | Fine tool lines | Ra 1.6–3.2 µm (turned 0.8–1.6) | Low | None | Non-cosmetic, lower cost | $ |
| Bead blast | Uniform matte | Ra 1.6–6.3 µm | Cosmetic | Slight | Even look, hides marks, pre-anodize base | $$ |
| Brushed | Directional satin | Ra 0.4–1.6 µm | Cosmetic | Slight | Premium visible faces | $$ |
| Polishing | Reflective → mirror | Ra 0.1–0.8 µm | Cosmetic | Removes a little | Sealing faces, cosmetic, optical | $$$$ |
| Anodize II (Al) | Matte–satin, any colour/RAL | 3–5 µm, ~300–400 HV | Moderate | +½ thickness / face | Colour + corrosion on aluminium | $$ |
| Anodize III hard (Al) | Dark, very hard | 8–25 µm, ~400–600 HV | High | +~0.01 mm / face | Wear surfaces, slides, aerospace | $$$ |
| Chem film / chromate (Al) | Clear or gold | <3 µm | Low–mod | Negligible | Paint primer, light corrosion, keeps conductivity | $ |
| Passivation (SS) | No visible change | none added | Moderate | None | Stainless corrosion resistance; medical/food | $ |
| Electropolish (SS) | Mirror-bright | removes 5–25 µm, Ra 0.1–0.4 | High | Removes 5–25 µm | Hygienic/cleanable stainless, deburr | $$$$ |
| Black oxide (steel) | Matte black | <3 µm | Low (needs oil) | Negligible | Tooling, fasteners, low-glare | $ |
| Zinc plate (steel) | Clear / yellow / black | 5–12 µm | Moderate (sacrificial) | +5–12 µm | Economical steel corrosion protection | $ |
| Electroless nickel | Even satin, any geometry | 8–25 µm, uniform | High | +8–25 µm, even | Complex parts, bores, hardness, aluminium | $$$ |
| Hard chrome | Bright, very hard | 25–250 µm | High | +25–250 µm | Wear/abrasion: rods, pistons, bearing surfaces | $$$$ |
| Powder coat | Durable colour film | 50–100 µm | High | +50–100 µm | Tough coloured steel/aluminium parts | $$ |
Material note: anodize is aluminium only; passivation & electropolish are for stainless; black oxide & zinc are for steel; electroless nickel, hard chrome and powder coat take to most metals.
See the finishes
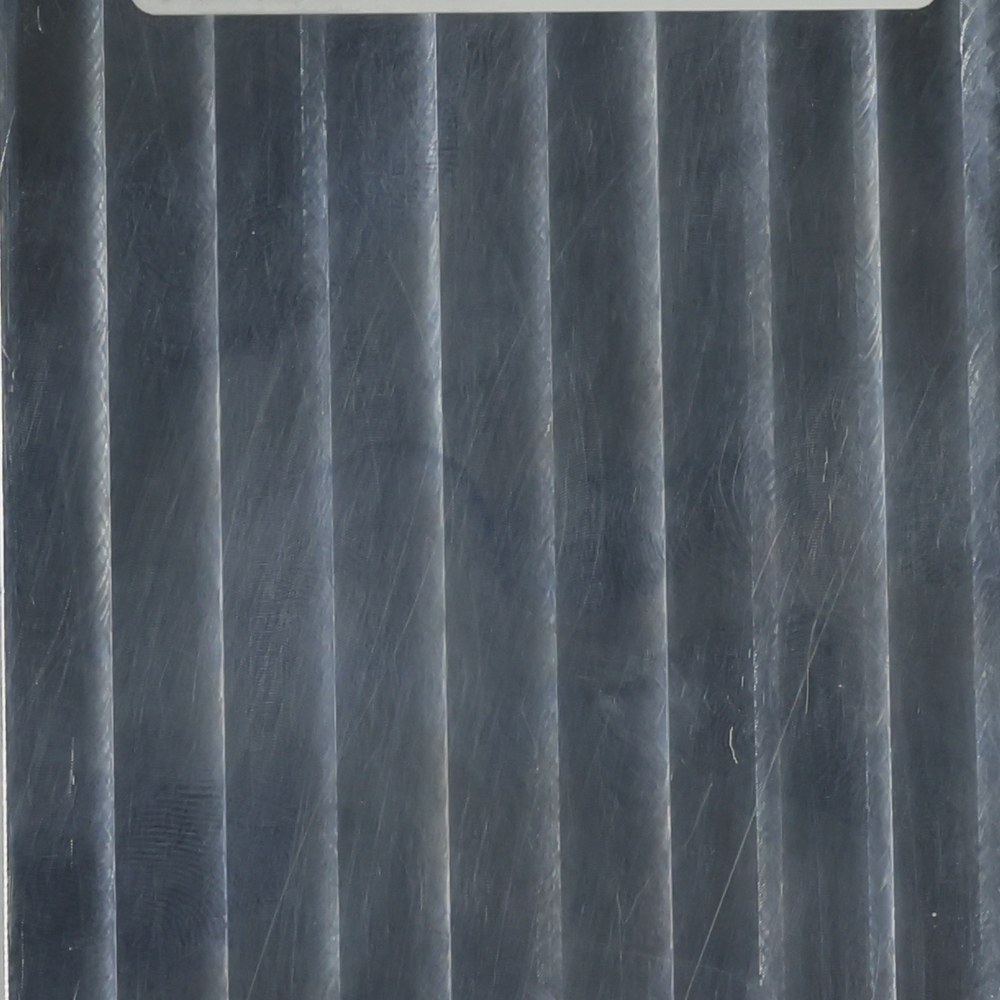


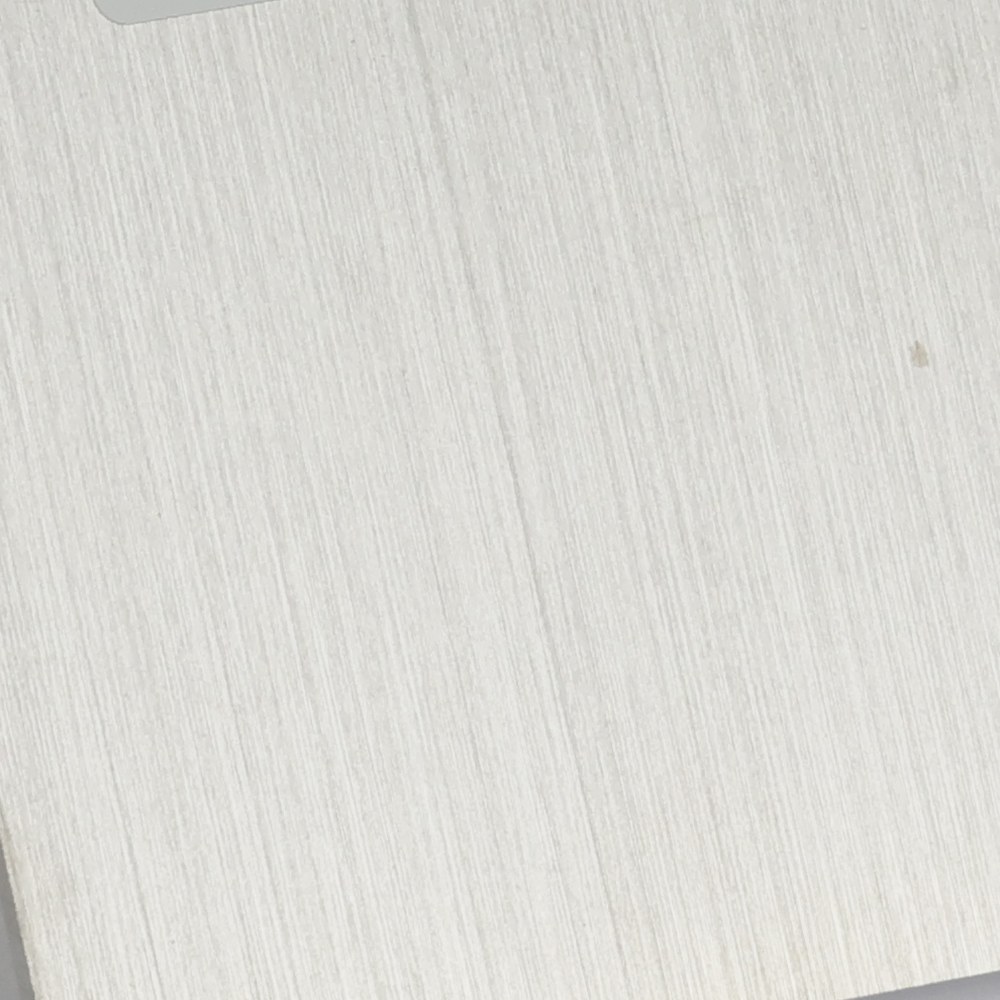






Real close-ups of every finish, photographed from our own sample plates. Every photo is confidentiality-vetted before publish.
Buyers miss #1, coatings mirror the surface: plating and anodizing mirror the surface beneath, a part at Ra 1.6 is still Ra 1.6 after coating, tool marks and all. Need them gone? We polish or brush before coating.
Buyers miss #2, dimensional growth: coatings add real thickness, Type III hardcoat ~0.025 mm per face. On tight bores and bearing fits we pre-size or mask. Mark the critical dims.
How to call it out on your drawing
FINISH: TYPE II ANODIZE, BLACK, 18 µm NOM, SEALED (PER ISO 7599)
SURFACE: Ra 0.8 µm MAX ON FACE A (symbol per ISO 1302 / ASME Y14.36)
MASK: THREADS + BORE B PRIOR TO COATING
DIMENSIONS: MACHINE BORE B TO 12.75 mm BEFORE ANODIZE
SURFACE: Ra 0.8 µm MAX ON FACE A (symbol per ISO 1302 / ASME Y14.36)
MASK: THREADS + BORE B PRIOR TO COATING
DIMENSIONS: MACHINE BORE B TO 12.75 mm BEFORE ANODIZE
Specify a fine Ra (or a finish) only on the faces that need it, that's what keeps a part affordable.
What each industry typically specifies
| Industry | Typical material | Typical finish |
|---|---|---|
| Aerospace & UAV | 7075 · Ti-6Al-4V | Type III hard anodize; chem film; as-machined |
| Medical & lab | 316 stainless · PEEK | Passivation; electropolish; clean as-machined |
| Robotics & automation | 6061 · 7075 · 17-4PH | Clear/black anodize; bead blast; electroless nickel |
| Consumer | 6061 · 6063 · titanium | Colour anodize; bead blast; brushed |
| Automotive & EV | 4140 · 42CrMo · 6061 | Black oxide; zinc; phosphate; powder coat |
| Industrial | Mild/alloy steel · brass | Zinc plate; powder coat; hard chrome; as-machined |
